Možná ve větší míře než v jiných průmyslových odvětvích, obaly farmaceutických a zdravotnických prostředků vyžadují variabilní označování pomocí kódů v té nejvyšší kvalitě. Pokud jde o regulační kódy a kódy sledovatelnosti (např. Data matrix) a čárové kódy pro vysokou rychlost čtení, nelze v rámci čitelnosti a kontrastu dělat žádné kompromisy. Kromě široké řady řešení pro označování pomocí kódů připravených pro serializaci může společnost Videojet poskytnout balíčky pro validaci IQ/OQ a tiskárny, které usnadňují dodržování technických ovládacích prvků podle 21 CFR část II a pomáhají tak splnit vaše požadavky na dokumentaci.




Potřebujete pomoci s výběrem ideálního řešení pro Data Matrix?
Nové farmaceutické předpisy, jako je směrnice EU o padělaných léčivých přípravcích, jasně ukázaly potřebu serializace a vysoce kvalitního kódování. Zatímco potřeba je jasná, výběr kódovacích technologií se nemusí zdát tak jednoduchý.
Laserový a termální inkoustový tisk jsou předními možnostmi kódování DataMatrix. Přečtěte si více o kritériích výběru, která vám pomohou správně zvolit technologii pro vaši výrobu.
- Aplikace
- Integrace do výrobní linky
- Dokumenty
- Přehled
- Kartonové krabičky
- Láhev
- Štítek
- Lahvička a ampulka
- Poddajný materiál
- Krabice
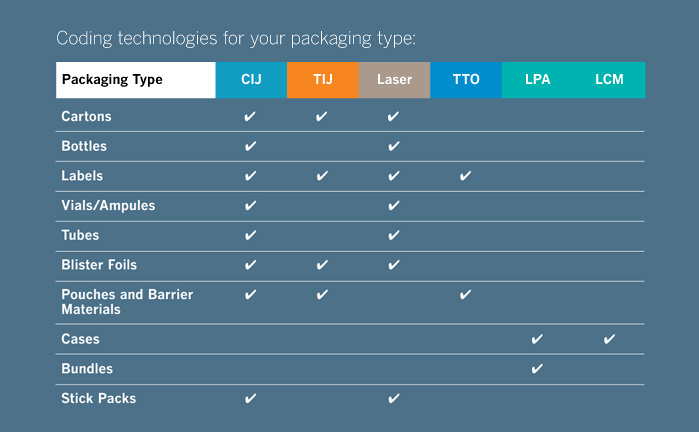
Kontinuální inkoustový tisk (CIJ)
Kapalinový bezkontaktní tisk až pěti řádků textu, lineárních a 2D čárových kódů či grafiky k potisku různých typů obalů, včetně stacionárních obalů, prostřednictvím systémů traverzování.
Digitálně řízená tisková hlava přesně přenáší inkoust z pásky přímo na poddajné fólie a výsledkem je tisk s vysokým rozlišením a v reálném čase.
Bezkontaktní inkoustový tisk využívající teplo a povrchové napětí k přesunu inkoustu na povrch obalu. Běžně se používá k tisku 2D kódů Data Matrix a jiných čárových kódů.
Bezkontaktní inkoustový tisk více typů dat (alfanumerických znaků, log a čárových kódů) ve velkých velikostech, který se primárně používá na sekundární obaly, jako jsou krabice.
Paprsek infračerveného světla zaostřovaný a směrovaný řadou pečlivě ovládaných malých zrcadel za účelem vytvoření značek v místě, kde teplo paprsku působí na povrch obalu.
Tiskárna/aplikátor štítků (LPA)
Tiskne a aplikuje štítky různých velikostí na mnoho typů obalů..

Laserové označovací systémy
- jednoduchý a čistý způsob značení textu, čárových kódů nebo obrázků při použití prakticky bez spotřebního materiálu
- vytváří zcela trvalé kódy a často dokáže označit více sousedních produktů během indexování
Termotisk (TIJ)
- standard farmaceutického a lékařského průmyslu pro značení porézních kartonových materiálů
- tiskne ve vyšším rozlišení než jiné inkoustové systémy
- high performance inks ideal for pharmaceutical applications
Kontinuální inkoustový tisk (CIJ)
- univerzální metoda označování pomocí kódů, zejména při kombinaci s širokou nabídkou speciálních složení inkoustů
- přilne prakticky ke všem běžným kartonovým materiálům, včetně těch s neporézní nebo voděodolnou povrchovou úpravou
Laser marking high quality bar codes on white cartons
There are two ways to obtain even higher quality bar codes using lasers on white pharmaceutical cartons. (1) Ask your carton converter to add Calcium Carbonate or Aluminum Oxide to the underlying white paperboard coating so the contrast of the marking is higher. (2) Apply a clear, laser reactive coating solution to the cartons in a defined area during production, allowing a laser to produce a colour-change effect and yielding a high-contrast black code against a white background.

Kontinuální inkoustový tisk (CIJ)
- vysoce flexibilní řešení pro označování pomocí kódů pro značení láhví
- pro skryté značení lze použít širokou škálu viditelných inkoustů, speciálních UV nebo IR inkoustů a řadu neviditelných inkoustů, které vám mohou pomoci při ochraně značky
Laserové označovací systémy
- účinný způsob vytváření nesmazatelného značení přímo na povrchu láhve nebo víčka
- pomocí malých zrcadel nebo desek galvo k nasměrování laserového paprsku může technologie laserového značení gravírovat přímo na plastové láhve nebo obrousit horní vrstvu inkoustu na štítcích

Termotransferový potisk (TTO)
- jednoduchý způsob přímého kontaktního označování pomocí kódů na štítcích před aplikací na láhev nebo obal
- bezproblémová integrace a robustní konzole
- tisk s vysokým rozlišením je ideální pro čárové kódy, kódy s vysokým obsahem a informace o produktu
Kontinuální inkoustový tisk (CIJ)
- jednoduchá integrace malé značkovací tiskové hlavy a flexibilní spojovací hadička k označovacímu zařízení
- díky široké škále inkoustů umožňuje CIJ tisk na papír i plastové štítky a nabízí různé barvy v závislosti na požadovaném kontrastu
Laserové označovací systémy
- mohou být použity k obroušení speciálně předtištěných tmavých „značkovacích oken“ na štítcích
- velmi dobře čitelné kódy a nízké provozní náklady bez nároků na spotřební materiál
Termotisk (TIJ)
- ideální metoda pro označování štítků před aplikací
- nabízí vysokou kvalitu kódu a kontrast a zároveň poskytuje komplexní 2D kódy nebo kódy Data Matrix
- malá tisková hlava se snadno integruje do zařízení pro aplikaci štítků
Význam integrace
Vysoce kvalitní kódy vyžadují přesnou manipulaci s materiálem a pevnou montáž zařízení pro označování pomocí kódů bez vibrací. To je obzvláště důležité při označování komplexních kódů DataMatrix. Před instalací nové linky nebo systému pro označování pomocí kódů zkontrolujte, zda přeprava produktu zajišťuje plynulý pohyb vašeho obalu bez vibrací.

Kontinuální inkoustový tisk (CIJ)
- účinná technologie značení pro skleněné lahvičky
- použijte sofistikovaný software, který pomůže zajistit vysokou přesnost umístění kapek, což je zvláště důležité pro malé 2D kódy
- Pro aplikace skladování neoznačených výrobků lze použít inkousty odolné proti autoklávu, viditelné a UV inkousty
Laserové označovací systémy
- Společnost Videojet má jedno z nejširších portfolií laserů v daném odvětví
- Inženýři společnosti Videojet mohou pomoci vybrat mezi lasery CO2, vláknovými lasery a UV lasery pro ideální označení vašeho obalu
- vláknové lasery lze použít ke značení na zalisovaném uzávěru lahvičky

Termotisk (TIJ)
- obsahuje malou tiskovou hlavu s vysokým rozlišením, která je optimální pro tisk na porézní a poloporézní materiály
- více tiskových hlav namontovaných v řadě nebo integrovaných do systému traverzování lze použít pro značení materiálů podávaných jako pás materiálu
Termotransferový potisk (TTO)
- může být integrována do manipulace pásového materiálu v balicím systému s konzolou specifickou pro každého výrobce balicího zařízení
- nabízí vysoké rozlišení, velkoformátový tisk alfanumerických znaků, čárových kódů a jednoduchých jednobarevných ikon
Laserové označovací systémy
- lze ji použít k označení různých blistrových obalů
- správně specifikovaný a instalovaný laserový značicí systém může snadno označovat více pruhů vysoce kvalitními kódy
Vícepruhový blistrový obal a traverzovací řešení pro označování pomocí kódů
Vícepruhová konfigurace používaná pro balení farmaceutických a zdravotnických prostředků vytváří jedinečné integrační výzvy. Tiskárny TIJ značky Wolke od společnosti Videojet podporují více tiskových hlav pomocí jednoho řadiče a umožňují označování pomocí kódů u více obalů jednou tiskárnou. Kromě toho nabízejí CO2 lasery od společnosti Videojet velká pole pro označování, která umožňují laseru zapojit více pruhů v aplikacích s přerušovaným nebo nepřerušovaným pohybem.
Zvyšte efektivitu dodavatelského řetězce a ušetřete peníze
Tisk informací o šarži, výrobní sérii a specifických informací dodavatele na krabice vytváří bod sledovatelnosti viditelný pro všechny účastníky dodavatelského řetězce, což zajišťuje rychlou identifikaci v případě stažení produktu z oběhu. Pokud to místní normy, jako je HDMA, neumožňují, tisk těchto informací přímo na danou krabici zjednodušuje balení tím, že pomáhá standardizovat obecné balení.

Tiskárna/aplikátor štítků (LPA)
- standardní způsob identifikace produktu pro dodání obchodním partnerům
- automatizovaná řešení značení pomocí štítků mohou výrazně snížit chybné označování a špatnou čitelnost pro optimální trasování a sledování
- automatická aplikace štítků na vyžádání na krabice je rychlejší a konzistentnější než ruční značení pomocí štítků a pomáhá eliminovat potenciální špatné označení
Velkoznakové označování (LCM)
- tiskne informace přímo na krabici včetně čárových kódů určených ke skenování
- nákladově efektivní a spolehlivé řešení
- eliminuje náklady, skladování a správu štítků a potřebu předtištěných krabic pro konkrétního zákazníka
Termotisk (TIJ)
- tisk s vysokým rozlišením přímo na krabici
- tiskovou hlavu s vysokým rozlišením lze skládat na sebe a vytvářet tak velké obrazy na bocích krabic a jiných porézních podkladech
- Kartonovací stroj
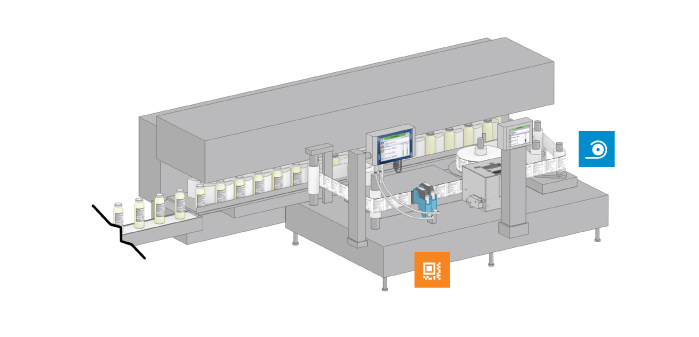
- Kontrolní váhy
- Boční dopravník
- Štítkovače na láhve
- Ozubené kolo na lahvičky/ampulky
- Tepelný tvarovací stroj
Označování pomocí kódů se může provádět na několika místech – buď integrováním do samotného kartonovacího stroje, nebo do výstupního dopravníku. V případě potřeby může dojít k tisku před kartonovacím strojem na primární obal.
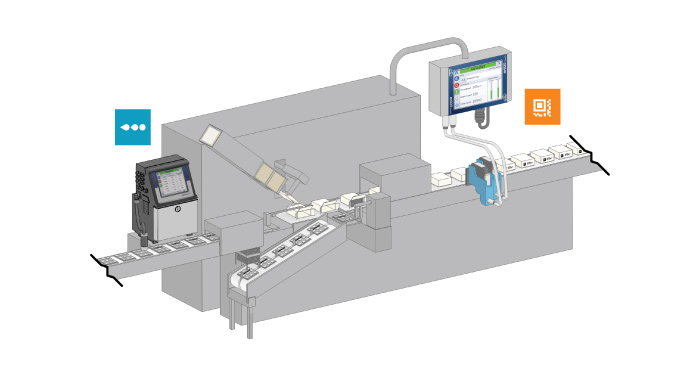
Kontinuální inkoustový tisk (CIJ)
Kapalinový bezkontaktní tisk až pěti řádků textu, lineárních a 2D čárových kódů či grafiky k potisku různých typů obalů, včetně stacionárních obalů, prostřednictvím systémů traverzování.
Bezkontaktní inkoustový tisk využívající teplo a povrchové napětí k přesunu inkoustu na povrch obalu. Běžně se používá k tisku 2D kódů Data Matrix a jiných čárových kódů.
Integrace kódu do kontrolního vážicího zařízení využívá přesnou manipulaci kontrolní váhy s materiálem, aby se zlepšila celková kvalita tisku a kódů Data Matrix.
Bezkontaktní inkoustový tisk využívající teplo a povrchové napětí k přesunu inkoustu na povrch obalu. Běžně se používá k tisku 2D kódů Data Matrix a jiných čárových kódů.
Paprsek infračerveného světla zaostřovaný a směrovaný řadou pečlivě ovládaných malých zrcadel za účelem vytvoření značek v místě, kde teplo paprsku působí na povrch obalu.
Jednoduchá integrace zařízení pro označování pomocí kódů s bočním dopravníkem umožňuje značení pomocí viditelných nebo skrytých kódů na horní nebo dolní straně farmaceutických láhví. Následné ověření kódu lze snadno přizpůsobit, když je láhev uchopena dopravníkem.
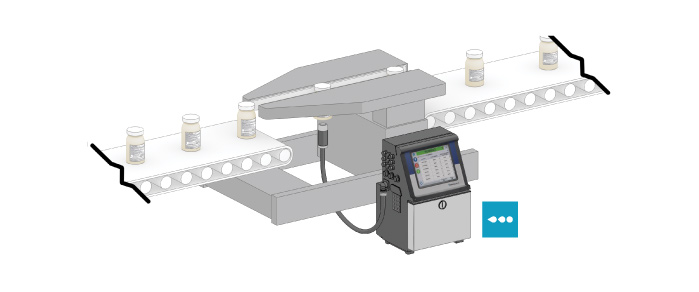
Kontinuální inkoustový tisk (CIJ)
Kapalinový bezkontaktní tisk až pěti řádků textu, lineárních a 2D čárových kódů či grafiky k potisku různých typů obalů, včetně stacionárních obalů, prostřednictvím systémů traverzování.
Pro kontaktní nebo bezkontaktní značení štítku před aplikací lze použít několik technologií pro označování pomocí kódů. Přesné řízení štítků umožňuje vysoce kvalitní tisk alfanumerických znaků a tisk čárových kódů.
Bezkontaktní inkoustový tisk využívající teplo a povrchové napětí k přesunu inkoustu na povrch obalu. Běžně se používá k tisku 2D kódů Data Matrix a jiných čárových kódů.
Digitálně řízená tisková hlava přesně přenáší inkoust z pásky přímo na poddajné fólie a výsledkem je tisk s vysokým rozlišením a v reálném čase.
Přesnost umístění kapek je rozhodující pro kódy sledovatelnosti umístěné na malých farmaceutických obalech, které jsou běžné v aplikacích skladování neoznačených výrobků. Vysoce přesný pohyb ozubeného kola nabízí ideální manipulaci s materiálem pro tuto aplikaci.
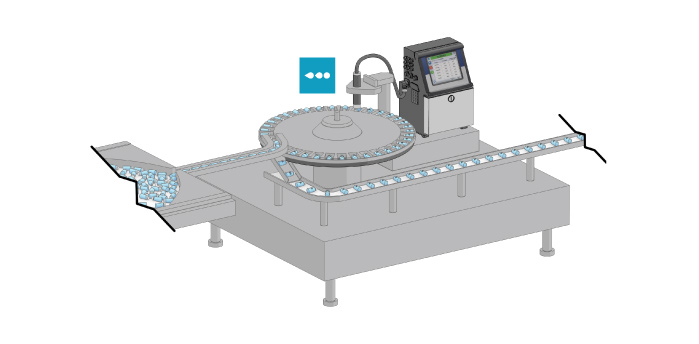
Kontinuální inkoustový tisk (CIJ)
Kapalinový bezkontaktní tisk až pěti řádků textu, lineárních a 2D čárových kódů či grafiky k potisku různých typů obalů, včetně stacionárních obalů, prostřednictvím systémů traverzování.
Přesná integrace mechanických a ovládacích prvků pomáhá zajistit vysoce kvalitní značení na pásových materiálech, včetně blistrových fólií a dalších bariérových fólií.
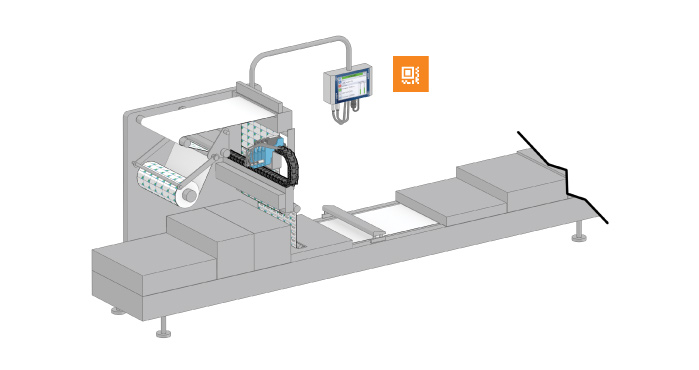
Bezkontaktní inkoustový tisk využívající teplo a povrchové napětí k přesunu inkoustu na povrch obalu. Běžně se používá k tisku 2D kódů Data Matrix a jiných čárových kódů.
- Brožury
- Poznámky k aplikacím
- Případové studie
- Bílé knihy

Brožura k léčivům a zdravotnickým prostředkům

Sledovatelnost lahviček – popis aplikace
Technologická řešení pro shodu s UDI

Vysoce kvalitní kódy na štítcích – popis aplikace
Aplikace proměnných dat
přímo na DuPont™ Tyvek®
Piramal Healthcare – případová studie
Serializace obalů – bílá kniha
Featured Download
Applying variable data
directly onto DuPont™ Tyvek®